



















Laser Alignment & Vibration Analysis Services
Misalignment is a major risk to operation of rotating machinery. It affects the efficiency, safety and reliability of equipment. Extended machine reliability through laser alignment is a major factor in increasing safety and efficiency.
It is a known fact that when an electric motor is installed and directly connected to a driven load by a coupling or some other device (even belts and sheaves), the two pieces of equipment must be properly aligned. This alignment must be in the horizontal and vertical plane in order to reduce vibration, offer optimum life of the connecting means, and reduce improper pressure on the bearings of both pieces of equipment.
Alignment
There are typically 3 methods of "alignment" in common use today:
- The Straight Edge
- The Dial Indicator
- The Laser Alignment
Straight Edge

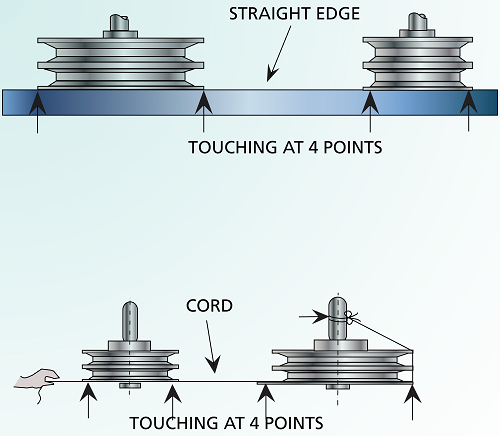
The Straight Edge is heavily used in the alignment of belts and sheaves, due to the normally extended "Center Distance" between two sheaves being aligned. First of all, the straight edge must be long enough to span the distance between the two sheaves (to their farthest diametrical extent). Then the straight edge is held tight along the diameter of the "largest" diameter sheave. If the sheaves (therefore the equipment) is aligned properly, the straight edge will touch both sheaves at 4 points. Those points being the circumferential edges of both sheaves at the largest diameter through which the straight edge can be held. While this may work, the actual "touching" of the 4 spots may or may not be exact. The contact may be off by "thousandths" of an inch (mils) but look to the naked eye like it's making full contact. So it's NOT the most accurate.
If the straight edge is used on a "coupling", it is that much worse. One doing the measuring must realize that the surface upon which the straight edge is being placed, is reasonably small AND, maybe it is not perfectly machined, so it may not be precisely "flat". The "flange" of a coupling may only be 1/2" thick. The straight edge "must" be verified to be level. And how accurate is the "spirit level" that one uses to check that? The straight edge simply isn't very accurate when being used as an alignment tool. And while it may work in an emergency... it simply isn't the best way to align rotating equipment.
Dial Indicator

Alignment through the use of Dial Indicators has usually been done in the past by "machinists", since that particular skill trade uses the devices frequently... maybe even daily. But through the years, journeymen electricians, pipe fitters, and other of the skilled trades have picked up the skill of reading a dial indicator and interpreting how much to move a particular piece of equipment to bring it into proper alignment.
Dial indicators are very accurate (graduations certainly available in the "thousandths" [mil]) but the skill in using them for alignment purposes, comes with experience in the interpretation of what a reading means, like when one dial reads .025" and the second reads .041". Only experience tells you what piece of equipment needs to be moved which direction, and precisely, how much!
An additional factor that comes in to play is any "sag" in the mounting bars of the devices. If the bar is too long, it may "sag" a small amount. And maybe that small amount it only .0005" (1/2 of a mil), but it's still an error that needs to be corrected.
So the dial indicator is certainly a "better" choice than the straight edge, but it takes skill to interpret the data and may require numerous "runs" and "adjustments" to get the alignment right. Time is money when you're plant is shut down, and alignment with a Laser device is FAST!
Laser Alignment

Alignment is a specialized skill that not everyone feels comfortable with or who can learn easily. Learning to interpret the readings of a set of dial indicators to achieve the expected results is tough, and not easily accomplished. And learning how to set up the indicators to indicate the proper details is not an easy task.
That's where the Laser Alignment Equipment shines. Quick setup, and many alignments can be brought into tolerance on the first try. As for interpreting data...? Everything is on a "computer" screen in plain language with a full diagram of the equipment being aligned. The screen shows us what needs moved, and by how much. Most systems today have "live" readings. So as you "move" the pieces of equipment, the dimensional readings on the screen change, telling you exactly where you are and how much more needs to be done.
Laser technology is relatively new. The creation of a working laser goes back only to the mid-1960's. And those early lasers were NOT a useable technology for alignment tools. Early lasers were pushed to their limits and those limits were used to "burn holes in steel plates". These lasers were a type of "magnifying glass" where a light source was enhanced by the laser glass to produce a "hot" light beam. We were looking for lasers as "weapons" or "cutting" devices. But in the 1970's, gas lasers were created and it took us another 20 years (into the 1990's) before we were able to harness the laser accuracy and combine it with miniaturized electrics (and make it a "visible" laser), to create today's myriad of Laser Alignment systems. Certainly, the advent of the laptop and tablet computers have hastened today's technology.
And we talked about the possibility of "equipment sag" in the paragraph about dial indicators... the transmitter and receiver of the laser system are mounted rigidly on vertical pins. They are parallel pins, so over the distances associated with a normal alignment there is zero possibility of any equipment sag. Plus, when we extend that distance for wider "couplings", etc., the laser beam simply doesn't "sag".
Laser alignment of rotating apparatus is certainly the way to go when you install or re-install a motor, pump, gearbox, or any other device. It's accurate, fast and as we said before... time is money. Contact A.R.&E. if you need to schedule the "Laser Alignment" of a piece of equipment in your facility. We're here to help...
Vibration Analysis

Vibration analysis should be performed as part of a preventative maintenance scheme in order to reduce the possibility of unexpected failures or down time. Typically, VA is applied to rotating equipment such as shafts, pumps, motors, gearboxes etc. Conditions such as unbalance, misalignment, resonance or rolling element bearing faults can be detected assisting in remedial action.
The thing about Vibration Analysis ("VA") is that it is used as both a PM (Preventive Maintenance) program AND as a diagnostic tool.
When we use the technology in a PM program, our technician records vibration readings of a piece of equipment (let's say a motor) in usually 5 places. A vertical and horizontal reading on each of the two bearing housings, and a single reading in the "axial" plane (direction parallel to the shaft) of the motor shaft. Those 5 readings are typical of each piece of equipment, like a blower, crusher, or pump, let's say. But when we take readings on a gearbox, we need to consider that there are "multiple" bearings within the gearbox casting. In fact, there may be 4, 6, 8 or more bearings and bearing cavities within one gearbox, depending on the number of sets of gears and the number of "gear stages". In all cases, those readings are stored in the portable "data collector" and then downloaded to a computer program upon return to the shop. As data is collected, it is compared by the software program and we're able to "see" any changes from one reading to the next, over a period of days, weeks, or months.
In VA we're looking for "trends". If the vibration readings of a particular motor bearing begins to increase, it is significant and needs to be watched more closely. Once it reaches a "trigger" point, a decision needs to be made by the customer. If it is allowed to continue, without intervention, a catastrophic failure could occur causing a plant shutdown! But if we heed the warning of an increasing vibration reading, and changing the motor bearing during an "off line period", we can minimize the total cost AND do it when it suits us, not in the middle of a big production run.
So a PM program allows us to watch for "trends" in critical equipment. But just as importantly, if something "seems" to be going wrong... noisy bearing, excessive bearing bracket heat, or something else, we can use the VA data collector as a diagnostic tool too. We can take specific readings of a piece of equipment and compare it to information from a national database to determine if the vibration readings are "within normal tolerances" or if the customer does need to take the equipment OUT OF SERVICE and have it repaired. But again, it let's us do it within OUR schedule. Not at 3:30AM during the graveyard shift!
So call Apparatus Repair & Engineering, Inc. to discuss a PM program or if you need an emergency Vibration Analysis Technician check a specific piece of equipment for you.
 Back to Top
Back to Top